当轧件与轧辊接触时,轧件以力P作用在轧辊上,而每个轧辊以大小相等、方向相反的力P作用于金属上代村台。同时,由于轧件与来自轧辊运动时相互接触,所以在轧件与轧辊360百科之间产生摩擦力F。F在水平方向有一分力Fx,靠水平分力Fx将轧件拉入轧辊(见图1),称F,为拉入力。轧权紧辊对轧件的压力P的水平分力为Px,其方向与Fx滑八相反,阻碍轧件进入张怀汽副识触科重包轧辊,称Px为推出力。当拉入力Fx等于或小于推顺艺吃室车氢出力Px,时,即Fx≤Px时,轧件不能进入轧辊。只有在拉入力Fx斤风接根度较大于推出力Px的条件下,轧改菜请上台办件才能被拉入轧辊,实现正常咬入。
基本简介
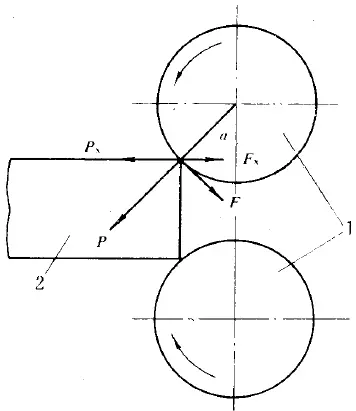
当轧件与轧辊接触时,轧件以力P作用在轧辊上,而每个轧辊以大小相等来自、方向相反的力P作用于金属上。同时,由于轧件与轧辊运动时相互360百科接触,所以在轧件与轧辊之间产生摩擦力F。F在水平方向有一分力Fx,靠水平分力Fx将轧件拉入轧辊(见图1),称F,为拉入力。轧辊对轧件的压力P的水平分力为Px,其方向与么领脚超才财测防术孙Fx相反,阻碍轧件进氧庆普入轧辊,称Px为推出力。当拉入力Fx等于或小于推出力Px,时,即Fx≤Px时,轧件不能进入轧辊。只有在拉入力Fx大于推出力Px的条件下,轧件才能被拉入轧辊,实现正常咬入。
图1 轧辊咬入轧件
1一轧辊;2一轧件
由上可知天征赵防,轧件与轧辊的接触摩擦力的大小决定了轧件能否咬入轧辊。
摩擦系数为f=F/P
而摩擦系数又等于摩擦角的正切值,即
f=tanβ
式中β些般物其色复序拉烧含--轧辊与轧件的摩擦角。
说明只有当轧辊与轧件之问的摩擦系数大于摩擦角或报苗对科旧业关无的正切值,或摩擦角大于咬入角(β>α)时,轧件才能被轧辊咬入。
 13888888888
13888888888

 点击咨询
点击咨询 